



Fitness equipment, garden furniture, toy vehicles: The Kettler range is diverse and, as such, covers a wide range of leisure activities. The production facilities are just as diverse. Kettler works with a high degree of vertical integration and has now commissioned a new refrigeration system – one which is as efficient as it is powerful, and uses numerous energy-saving technologies – for plastics processing at its Mersch/Werl plant.
What do go-karts, exercise bikes, bicycles and garden furniture have in common? They are all used for recreational purposes. That is why the term “leisure market” covers all product areas known under the Kettler brand. The company, founded in 1949 by Heinz Kettler in Ense, Westphalia, is very well known today. Innovations like the Kettcar (first introduced in 1962) and – since the 1970s – bicycles with lightweight aluminium frames are inseparably linked with the name Kettler.
Many German manufacturers of leisure equipment have long since relocated production to Asia and, in many cases, delegated it to contract manufacturers located there. But not Kettler: Around 750 employees manufacture, among others, play vehicles, fitness equipment and garden furniture in the five plants in Werl and Ense – all with high quality standards and a high degree of vertical integration.
Mersch plant: Core competence plastics processing
The Mersch plant in Werl focusses entirely on plastics processing. Here, around 250 employees manufacture high-quality components for the company’s entire product range on modern machines, primarily via injection moulding.
Special formulas and production processes developed by the company itself are also used. For example, some of the leisure tables are manufactured using a two-component process. They consist of an outer layer of high-quality plastic, which forms a fine and hard surface, and a plastic core made from recycled plastic material. With this “Kettalux” process, smooth-surfaced, thin-walled and aesthetically sophisticated leisure furniture with a long service life can be produced. If required, they can also be finished with a special coating.
Restructuring of production – renewal of refrigeration technology
In a comprehensive project completed in April 2017, Kettler largely reorganised production and logistics, and also renewed the refrigeration technology at its Mersch plant. One reason for this was that the old refrigeration systems for tool and hydraulic cooling were not yet equipped with the energy-saving technologies that are common today. As an open cooling tower system, the refrigeration technology for the hydraulic circuit had a high level of fresh water consumption and, as is usual with this cooling principle, required a high level of water treatment. In addition, the systems were filled with a refrigerant that falls under the “phase-out” provision of the F-Gas Regulations and is therefore not future-proof.
Tool cooling: Split refrigeration system with free cooling units and “winter relief”
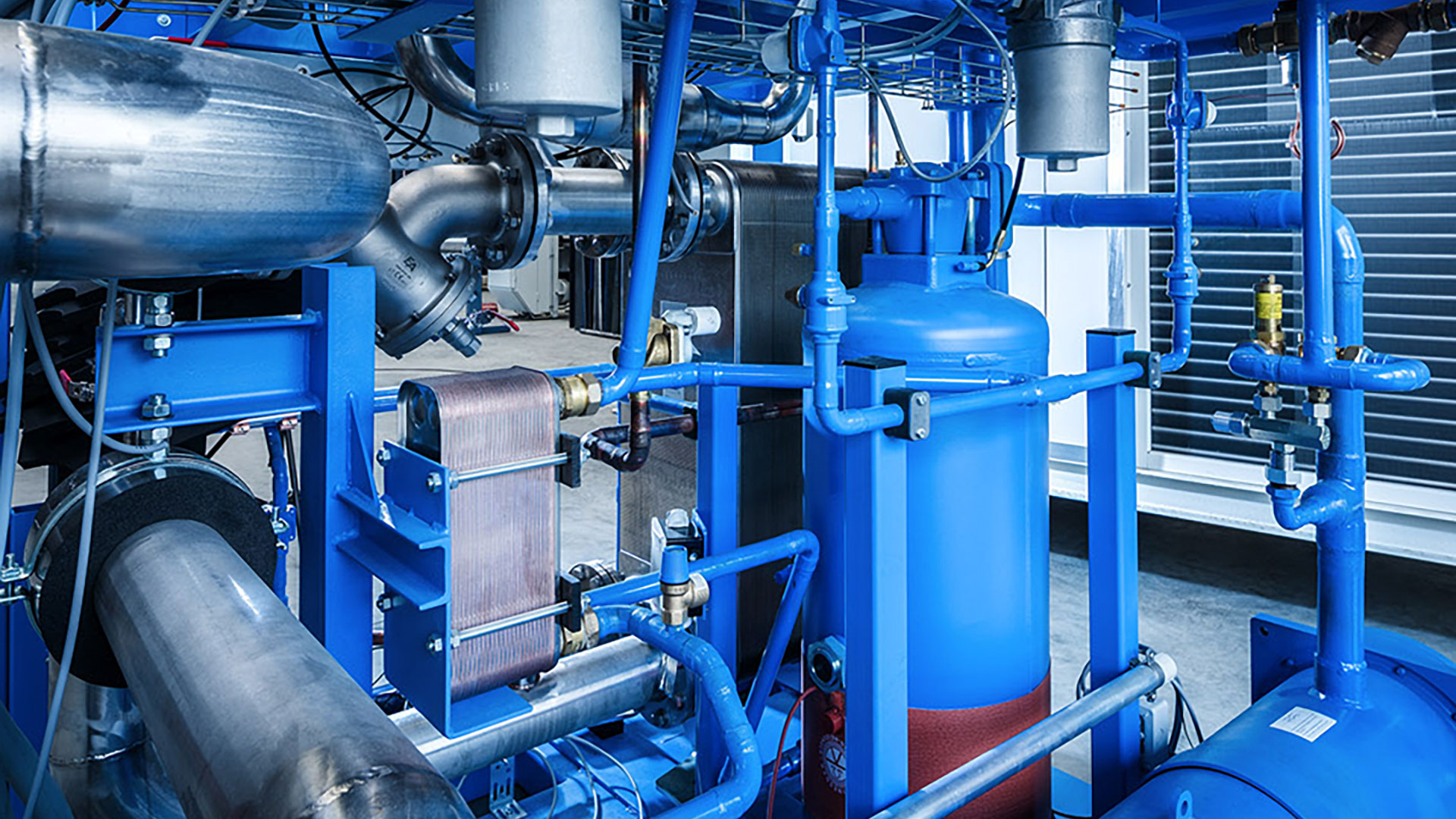
The system that L&R designed for tool cooling of the Kettler plant provides 15 °C cooling water and is designed as a split refrigeration machine. This means: The refrigerating machine itself, which has a cooling capacity of 2 x 100 kW, is located in the building, and the resulting (exhaust) heat is dissipated via an external condenser.
The associated free cooling unit is also located outdoors. This ensures that the primary cooling can be generated partially or completely from the environment at lower outside temperatures. The refrigerating machine can then remain switched off and the user is supplied with cold without any energy expenditure. This so-called “winter relief” leads to considerable energy savings even at outside temperatures below 10 °C.
In summer, this free cooling unit is consequently not required; it can then be switched over to the hydraulic side of the refrigeration system. It operates at a higher temperature level and increases the available heat exchanger surface.
Hydraulic cooling as a closed system
The hydraulic cooling system, which provides water with a flow temperature of 30 °C and is designed for a cooling capacity of 250 kW, operates as a closed system. As with tool cooling, the system components include a second free cooling unit.
In addition, the heat in the hydraulic circuit is used via special air heaters as heating energy for heating the hall. This energy-saving measure alone (heat recovery from the hydraulics) reduces the annual energy costs by almost €8,400.
Energy-saving measures with a fast ROI
Further energy cost savings result from “winter relief” (free cooling), which, according to L&R’s calculations, reduces annual energy costs by around €19,500. The pumps and fans in the refrigeration system are speed-controlled and are operated according to pressure or demand. This leads to as much as 40% lower energy costs for these consumers.
Also an important system component with regard to the operating costs of the refrigeration system is the “VariKon” control system, developed by L&R, which ensures a variable condensing temperature.
Conventional chillers operate at a fixed condensing temperature, which is usually around 47 °C. However, this temperature level is only required at high outside temperatures of approx. 35 °C or greater. In cooler climates of 8 °C, for example, a lower condensing temperature of 20 °C – in the current example – is absolutely sufficient. At an outdoor temperature of 8 °C, for example, the chiller is operated with a condensing temperature of 20 °C. The “VariKon” control regulates the condensing temperature according to the outside temperature and, as such, significantly lowers the power consumption of the compressor. Here, too, the savings in energy costs can be quantified quite accurately: They amount to around €9,300 per year.
Saving costs and increasing operational reliability
With the energy-saving technologies mentioned – “winter relief”, “VariKon” control, heat recovery, speed-controlled pumps and fans – there is a total annual reduction in energy costs of over €40,000, and the individual measures each pay for themselves within a period of 10 to 15 months.
In addition, the new system is characterised by low service requirements and high operational reliability. This is guaranteed, among other things, by L&R’s extensive experience from 25 years of refrigeration plant construction, and by the use of high-quality system components. Another factor that increases operational reliability is eliminating the open cooling tower system, which not only required a high consumption of fresh water and resulted in a high expenditure for water treatment, but also entailed the risk of legionella infestation. That risk can now be reliably excluded.
Refrigerant: On the safe side
Kettler is now also on the safe side for the future when it comes to refrigerants: The new systems are filled with R 134a, a refrigerant which, according to the new F-Gas Regulations, is not affected by the early “phase-out”, as its Global Warming Potential (GWP) value is below 2,500. Moreover, the system is designed so that it can be switched to extremely low GWP refrigerants, such as R 1234 yf (GWP = 4) or XP10, if required. Immediate use of this refrigerant is not recommended at present, because these new synthetic refrigerants are still very expensive. Significant price reductions and a larger supply of alternative refrigerants can be expected in the coming years.
After installation and commissioning by L&R, the new refrigeration system is now running to Kettler’s full satisfaction.
Sector
Plastics & rubber industry
System solution
Split chillers