



Sustainable production is one of the guiding principles for Spies Kunststoffe GmbH. The company, which produces innovative plastic packaging for foodstuffs, has recently commissioned a new refrigeration system for tool and hydraulic cooling in Plant 3, which will supply up to 32 production lines. L&R designed for Spies an extraordinarily energy-efficient (large-scale) refrigeration system using the low-GWP refrigerant R 513 A.
In the food processing industry, the purpose of packaging is not only to protect products, but also to make them transportable. An equally important function of packaging is to draw attention to the product and the brand. Frequently, packaging also offers additional benefits, such as improving dosage capability or shelf life. Because packaging is produced by the millions, achieving the lowest possible costs always plays an important role. Because packaging is produced by the millions, achieving the lowest possible costs always plays an important role. And (low) weight, for instance, is also a development goal, because it reduces material and transport costs.
Sophisticated injection moulding processes for innovative packaging
The design and production of such packaging is therefore a complex process, which Spies Kunststoffe GmbH, headquartered in Melle, Westphalia, masters perfectly. After all, the family-run company, which was founded over fifty years ago, is a leading manufacturer of injection-moulded plastic packaging and operates more than 100 automated injection moulding systems at three locations.
Over one and a half billion packages for ice cream, yoghurt, margarine, cream cheese and ready-made salads, just to name a few products, leave their production line every year. Sophisticated processes are implemented, in particular: in-mould labelling (IML), which is the process by which pre-printed labels are inserted into the injection mould and bonded directly – without an additional adhesive layer – with the molten plastic. This ensures a premium look and easy recycling at the same time. Spies is the leading innovator in this process.
Responsibility for the environment
In addition to striving for the highest quality and always seeking to implement innovative solutions, the company has also made environmental protection a fixed part of its mission statement. Christof Spies, second generation managing partner: “As a medium-sized family business, we take our responsibility very seriously. Our commitment is to people, the environment and the region.” That’s why, for example, Spies operates a continuous improvement process for optimal use of energy and resources and relies on sustainable solutions when it comes to investing in new machinery and equipment.
Two steps to a large refrigeration system
This type of investment was due to be made in 2018, with the acquisition of a more powerful refrigeration system to expand production at the company’s headquarters in Melle. As a first step, a system was required that would provide a total of 600 kW cooling capacity for tool cooling and 940 kW for hydraulic cooling.
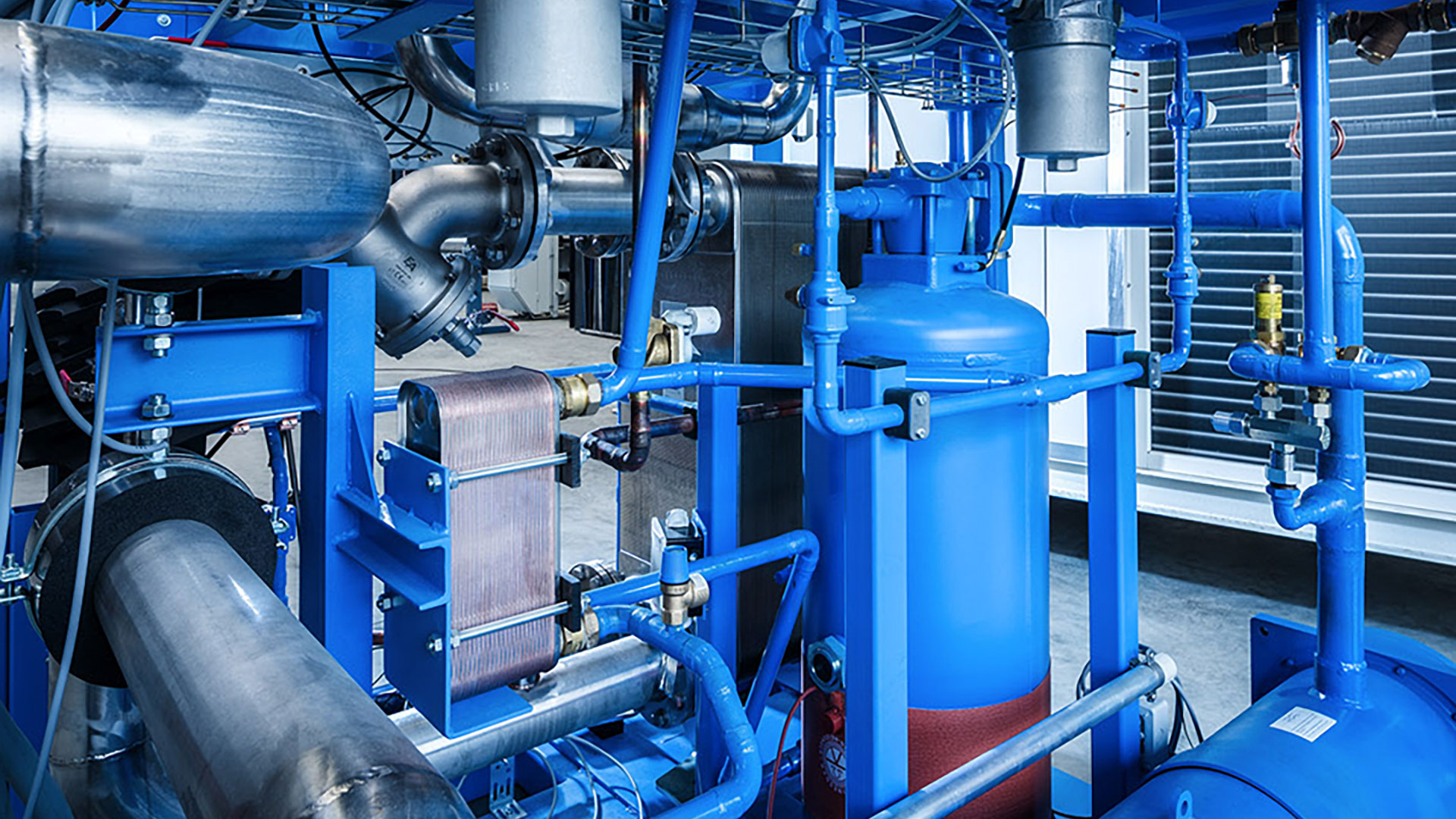
Following joint project planning work with Spies, L&R built and installed a refrigeration system to supply the mould circuits with a cooling capacity of 600 kW, which was installed in two refrigerating circuits (each with 2 x 300 kW). The water temperature in the flow is 14 °C, and the temperature in the return is 16 °C. For hydraulic cooling, a system with two free cooling units of 470 kW each was installed, which provides 30 °C cooling water. In winter, one of the two free cooling units is used for “winter relief” of the chiller.
A second tandem system, to provide an additional 2 x 300 kW for tool cooling, is currently under construction at L&R. It will be installed in May 2019.
Energy-efficient refrigeration technology
L&R systems from the ECOPRO 2.0 series are used at Spies; their efficiency – compared to conventional refrigeration systems – has been considerably increased by various design features. This includes, for example, the “VariKon” variable condensing temperature control. It adjusts the condensing temperature according to the current outside temperature and thus leads to considerable energy savings.
KSB’s PumpDrive series uses a particularly effective energy-saving pump technology. The speed-controlled SuPremE drives used by the pumps reduce energy requirements. The drives for the EC fans are also speed-controlled. The central Siemens PLC with a 19″ colour touch panel visualises the complete cooling process and enables energy-efficient control of the main consumers according to the current cooling demand.
“Winter relief” and heat recovery
One of the two free cooling units with a capacity of 470 KW allows for the systems to be able to draw the required cooling capacity completely from the environment at temperatures below around 10 °C. This considerably reduces the energy requirement during the winter months. An integrated heat recovery system (with a heating capacity of 350 kW) also contributes to energy savings.
Meanwhile a third and fourth 300 kW system for tool cooling, and three additional free cooling units with a capacity of 470 kW each will then be installed, so that the total cooling capacity of the hydraulic cooling system will total 2.35 MW. In winter, the corresponding free cooling units are switched over for “winter relief” of the chillers.
Replanned: HFO blend instead of conventional refrigerant
Shortly after the start of the planning phase, Spies and L&R made a fundamental decision together. Instead of using the hydrofluorocarbon (HFC) R 134a (a refrigerant that has been tried and tested for decades) as originally planned, a new HFO blend, R 513 A, was to be used in the refrigeration systems.
The reason for this decision was the European Union’s F-Gas Regulation (EU 517/2014). This regulation stipulates the gradual “phase-down” of refrigerants that have been in use up until now, such as R 134a. The aim is to reduce the environmental impact of refrigerants with a higher global warming potential (as recorded by the GWP value) in the medium term.
A good mix for refrigeration and environmental protection
These regulations initially caused uncertainty among users of refrigeration systems, because there was no clear alternative to the refrigerants that had been in use up until then. However, it quickly became apparent that use of the relatively new HFO blends would be established as the common solution.
They are a mixture of conventional refrigerants with the newly developed “low GWP refrigerants” based on HFO (hydrofluoroolefin). Two such new refrigerants, R1234yf and R1234ze, have a very low GWP value of 4 and 7, respectively, and, for the purposes of refrigeration, are technically equal to the refrigerants used up until now. However, according to the safety standards in EN 378, these refrigerants are characterised as being mildly flammable (category A2L).
Efficient refrigeration technology under the requirements of the F-Gas Regulation
In light of these circumstances, L&R has decided to include R 513A in its portfolio and to equip the refrigeration machines in the ECOPRO 2.0 series with it as an option. The refrigerant R513A is characterised as being non-flammable (safety classification A1) as well as having a low Global Warming Potential (GWP) value of 631. R513A is non-flammable and is composed of 44% R134a (GWP: 1430) and 56% of R1234yf (GWP: 4). It can be used as an alternative to R134a and uses the same types of compressors.
Conclusion: Sustainable refrigeration technology in XXL format
The sum of these measures together with the use of R 513A means that Spies generates the refrigeration required for its injection moulding process in a very environmentally friendly way. This factor is also important, because customers are price-sensitive and large quantities of precisely tempered cooling medium are required, as demonstrated by the total output of the systems after the second expansion: 1.2 MW for tool cooling, 2.35 MW for hydraulic cooling and for the free cooling units for “winter relief”. This corresponds to 50% of the final expansion’s planned total cooling capacity.
However, precise control of the temperature control process is just as important: Temperature control in the mould that is precise, and always in line with the requirements, is one of the essential prerequisites for producing high-quality food packaging of consistently high quality. Zugleich At the same time, cooling also reduces the dwell time of the injection-moulded products in the mould, thus enabling short cycle times. This, in turn, increases the productivity of the machinery at Spies.
Sector
Plastics & rubber industry
System solution
Container refrigeration systems